Size does matter: Difference between revisions
| Line 22: | Line 22: | ||
<gallery> |
<gallery> |
||
File:Size_WiC_v_WiRM.png|Bond work index values at coarse and medium size classes |
File:Size_WiC_v_WiRM.png|Bond work index values at coarse and medium size classes |
||
File:Size_Mic_v_Mia.png|SMC Mi extrapolating coarse value from medium size classes |
File:Size_Mic_v_Mia.png|SMC Mi extrapolating coarse value from medium size classes |
||
</gallery> |
</gallery> |
||
Models that do not have a coarse test will generally extrapolate grindability results from a medium size class using the model practitioner's database. These extrapolations are valid for the ore types represented in the database, but should be used with caution for orebodies that have unknown characteristics |
Models that do not have a coarse test, such as Morrell Mi and Amelunxen SGI, will generally extrapolate grindability results from a medium size class using the model practitioner's database -- the SMC test extrapolation can be seen in the red figure, above. These extrapolations are valid for the ore types represented in the database, but should be used with caution for orebodies that have unknown characteristics or where the orebody does not match the type that dominates the practitioner's database. |
||
===Comments on size classes=== |
===Comments on size classes=== |
||
Latest revision as of 16:19, 28 July 2016
Sample dimensions
Power models generally operate with a series of calculations at different size classes. Each size class typically has a specific test that returns the characteristic hardness of that class.
Breakage mechanisms by size classes
The mechanism of breakage tends to change as the size of a rock changes. In general:
- Breakage in coarse rocks is dominated by impact (crushing) action.
- Breakage in the medium (intermediate) size class is dominated by attrition (compression and breaking angular chunks of rock).
- Breakage in the fine size class is dominated by abrasion (rubbing of particles against other particles).
Modelling of breakage
Which tests correspond to which size classes varies by the type of model used, but these can be generalized into the follow categories based on the dimensions of the samples tested:
| Model | Fine size | Medium size | Coarse size |
|---|---|---|---|
| Bond/Barratt | WiBM | WiRM | WiC |
| Morrell Mi (SMC) | Mib | Mia | Mic † |
| SAGDesign | WiBM(modified) | SAGDesign | — |
| CEET 1 | WiBM | SPI | — |
| CEET 2 ‡ | WiBM | SPI | CI |
| JK SimMet ‡ | WiBM, ta | A, b | — |
† The Mic is not a true measurement of coarse hardness because the measurement is conducted at a medium size and extrapolated based on a database.
‡ JK SimMet is actually a population-balance model rather than a power model. CEET 2 is a hybrid model having properties of a population-balance model and a power model. Both tend to be more complicated and have more "tuning factors" that are appropriate to fitting mill surveys as opposed to initial design. Specialized software is needed to operate both models.
Extrapolating across size classes
Orebodies tend to have relationships between the different size class breakage types, and once enough data has been collected, is is possible to project breakage across size classes.
The family of Bond tests have different apparatus for different size classes. The observed behaviour of copper porphyries is that no relationship exists between the coarse Bond crushing work index (WiC) and the medium-sized bond rod mill work index (WiRM). This is interpreted as being due to fractures that exist in the rock with a typical spacing of 50 mm -- the crushing test acts to open these existing fractures (which requires little energy), but the rod mill work index must act on the matrix of the rock (which requires more energy) since all the fractures have now be broken open. This observed behaviour is rarely due to rock resisting the different breakage mechanisms (impact and attrition, respectively) in unusual ways.
The method of the SMC test will not pick up this nuance of copper porphyries because the same is already crushed to remove all the coarse fractures (the SMC test typically sees material -33 mm nominal dimension). The Mic value reported in the SMC test is extrapolated from the observed matrix breakage and will over-estimate the amount of energy required to break the fractures that exist in many porphyries at coarse sizes.
-
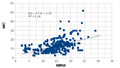 Bond work index values at coarse and medium size classes
Bond work index values at coarse and medium size classes -
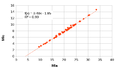 SMC Mi extrapolating coarse value from medium size classes
SMC Mi extrapolating coarse value from medium size classes


Models that do not have a coarse test, such as Morrell Mi and Amelunxen SGI, will generally extrapolate grindability results from a medium size class using the model practitioner's database -- the SMC test extrapolation can be seen in the red figure, above. These extrapolations are valid for the ore types represented in the database, but should be used with caution for orebodies that have unknown characteristics or where the orebody does not match the type that dominates the practitioner's database.
Comments on size classes
- The CEET2 model is a hybrid population-balance and power model. The CI measurement is not used directly in the power modelling; it is used to predict the particle size distribution (F80 and F50) sizes of the SAG mill feed. The net effect of adjusting the particle size distribution is similar to what is observed in the Bond/Barratt model by adjusting the crushing work index which dictates the hardness of the coarse size class.
- The CI measurement is conducted on particles similar to the 'medium' size class in the Bond/Barratt model, but published information Doll & Barratt, 2011 suggests that it is a reasonable proxy for the crushing properties typically measured in coarser particles. The CI test is particularly useful as it can be conducted on much smaller core sizes than the Bond crushing work index, making it particularly suitable for pre-feasibility programs with limited availability of whole-diameter HQ or PQ size samples.
- The Bond/Barratt model uses a series of hidden 'calibration transfer sizes' to determine the overall grindability of a sample. These transfer sizes control the degree of weighting that each of the tests has on the overall grindability result. In general, the default size classes in the model match the transfer sizes observed in the laboratory tests; but these can be adjusted by the engineer (setting the min/max T80 limits) if there are other 'natural' transfer sizes observed in the rock (example: a porphyritic rock type with 1.5–2.5 mm clasts can reasonably be expected to produce a 1.5–2.5 mm T80 range).
- The JK DWT and SAGDesign tests blend results of several size classes together to predict a composite grindability prediction. Composite samples are a valid approach that avoids the need to set 'transfer sizes', but do require correctly constructed 'feed composites' containing the correct proportions of the size fractions. Laboratory bench-scale testing is limited in the top size that can realistically be tested, and care is required to correctly represent the proportion of this coarse fraction in a composite.
- The JK DWT performs a mathematical compositing of the results of several different size classes to predict model parameters A and b.
- The SAGDesign test mixes a feed charge to a small SAG mill consisting of several different size classes. The exact behaviour of each size class is not determined; only the composite grindability of the mixture is determined.
- Pilot plant samples are an extreme variant of this type of test that uses composites. Pilot plants can both handle coarser feed (up to 150 mm) and can create circulating loads of 'pebbles' (critical size) that can not be observed in laboratory bench-scale tests.